 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик
 - Novinky - Dongying Haorun Chemical Co.,Ltd.")
Zavolejte nám
+86-13906474940
Napište nám email
sales@tenachtyre.com

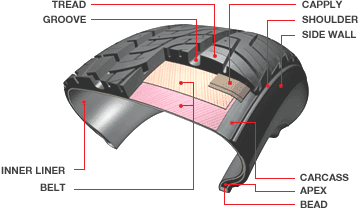
Běžné vady kvality a jejich příčiny v procesu výroby pneumatik (1)
Běžné kvalitativní vady a příčiny lisování běhounu
1. Důvody drsnosti povrchu jsou: nízká teplota tepelné rafinace a nerovnoměrná tepelná rafinace; Teplota vytlačování je příliš nízká; Spalování pryže; Rychlost lisování je příliš vysoká a rychlost spojovacího zařízení jí neodpovídá.
2. Příčiny vzniku vzduchových otvorů uvnitř běhounu jsou: vysoká vlhkost nebo těkavé látky v surovinách; Nesprávný proces tepelné rafinace se strháváním vzduchu; Teplota vytlačování je příliš vysoká; Rychlost lisování je příliš vysoká a zásoba lepidla je nedostatečná.
3. Důvodem, proč velikost a hmotnost běhounové části nesplňuje požadavky, je nesprávná instalace vytlačovací desky; Deformace ústní desky; Nesprávná regulace teploty tepelné rafinace a teploty vytlačování; Nerovnoměrná rychlost lisování nebo nesprávná koordinace spojovacího zařízení; Nedostatečné chlazení po vylisování; Nedostatečná tepelná rafinace.
4. Důvody přepalování jsou: nesprávný návrh složení pryže a špatný výkon při přepalování; Vysoké teploty tepelné rafinace a extruze; V hlavě stroje je nahromaděné lepidlo, slepé rohy nebo ucpání chladicí vodou; Dodávka lepidla je přerušena a prázdné auto je ucpané materiály.
5. Důvody lomu hran jsou: nedostatečná tepelná rafinace a nízká plasticita pryžového materiálu; Spalování pryže; Malé nebo zablokované ústí ze sirné pryže na okraji profilu běhounu; Nízká teplota hlavy stroje a desky ústí
Odeslat dotaz


X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů
Zprávy
 Co specifikace nákladních pneumatik?2021/05/20
Co specifikace nákladních pneumatik?2021/05/20Ať už jde o nákladní vozidlo, nákladní automobil nebo osobní automobil, velikost pneumatiky je stejná, v milimetrech jako procento šířky průřezu a plochého poměru. Doplňte: kód typu pneumatiky, průměr ráfku (palce), index nosnosti (přípustný kód kvality nákladu), přípustný kód rychlosti.
 Jaký je tlak v pneumatikách nakladačů 30 a 50?2021/05/20
Jaký je tlak v pneumatikách nakladačů 30 a 50?2021/05/20Tlak v pneumatikách 30 a 50 nakladačů je 0,32 - 0,34 MPa, respektive 0,28 - 0,30 MPa.